
Рекомендации по эффективной эксплуатации ленточных пил по металлу
Используйте технические характеристики, приведенные ниже, для побора шага зуба, или задайте нам вопрос и мы подберем для Вас наиболее эффективное решение порезки.
| Углеродистые и биметаллические пилы | Ленточные пилы с напайками | ||||
| Сечение | Шаг зуба | Сечение | Шаг зуба | Сечение | Шаг зуба |
| < 10 мм | 14 | < 25 мм | 10/14 | 50-120 мм | 3/4 |
| 10-30 мм | 10 | 15-40 мм | 8/12 | 100-250 мм | 2/3 |
| 30-50 мм | 8 | 25-50 мм | 6/10 | 150-400 мм | 1,5/2 |
| 50-80 мм | 6 | 35-70 мм | 5/8 | 350-600 мм | 1,1/1,6 |
| 80-120 мм | 4 | 40-90 мм | 5/6 | > 500 мм | 0,85/1,15 |
| 120-200 мм | 3 | 50-120 мм | 4/6 | ||
| 200-300 мм | 2 | 80-150 мм | 3/4 | ||
| 300-700 мм | 1,25 | 130-350 мм | 2/3 | ||
| > 600 мм | 0,75 | 150-450 мм | 1,5/2 | ||
| 200-600 мм | 1,1/1,6 | ||||
| > 500 мм | 0,75/1,25 | ||||
| S мм толщина стенки | D мм наружный диаметр | |||||||||
| 20 | 40 | 60 | 80 | 100 | 120 | 150 | 200 | 300 | 500 | |
| 2 | 14 | 12/16Р | 12/16Р | 12/16Р | 12/16Р | 8/11Р | 8/11Р | 8/11Р | 8/11Р | 5/7Р |
| 3 | 14 | 12/16Р | 12/16Р | 8/11Р | 8/11Р | 8/11Р | 8/11Р | 5/7Р | 5/7Р | 5/7Р |
| 4 | 12/16Р | 12/16Р | 8/11Р | 8/11Р | 8/11Р | 5/7Р | 5/7Р | 5/7Р | 5/7Р | 4/6Р |
| 5 | 12/16Р | 12/16Р | 8/11Р | 8/11Р | 5/7Р | 5/7Р | 5/7Р | 4/6Р | 4/6Р | 4/6Р |
| 6 | 12/16Р | 12/16Р | 8/11Р | 5/7Р | 5/7Р | 5/7Р | 5/7Р | 4/6Р | 4/6Р | 4/6Р |
| 8 | 12/16Р | 8/11Р | 8/11Р | 5/7Р | 5/7Р | 5/7Р | 4/6Р | 4/6Р | 4/6Р | 4/6Р |
| 10 | 8/11Р | 5/7Р | 5/7Р | 4/6Р | 4/6Р | 4/6Р | 4/6Р | 4/6Р | 4/6Р | |
| 12 | 8/11Р | 5/7Р | 4/6Р | 4/6Р | 4/6Р | 4/6Р | 4/6Р | 4/6Р | 4/6Р | |
| 15 | 8/11Р | 5/7Р | 4/6Р | 4/6Р | 4/6Р | 4/6Р | 4/6Р | 4/6Р | 4/6Р | |
| 20 | 4/6Р | 4/6Р | 4/6Р | 4/6Р | 4/6Р | 4/6Р | 4/6Р | 3/4Р | ||
| 30 | 4/6Р | 4/6Р | 4/6Р | 4/6Р | 4/6Р | 3/4Р | 2/3Р | |||
| 50 | 4/6Р | 3/4Р | 3/4Р | 2/3Р | ||||||
| 80 | 3/4Р | 2/3Р | 2/3Р | |||||||
| > 100 | 2/3Р | 1,5/2 | ||||||||
Обкатка новых пил
Острота пилы, которая является условием её нормальной работы, достигается за счет очень малого радиуса режущих граней. Для достижения долгого времени жизни пилы рекомендуем провести обкатку новых пил. Для этого необходимо установить скорость резки и подачу на уровне 50% от рабочих режимов. Этим мы воспрепятствуем образованию в канале реза микрочастиц от новых режущих граней, которые могут привести к абразивному затуплению пилы. Кроме того, новые пилы предрасположены обычно к вибрациям. При помощи постепенной обкатки новой пилы эти нежелательные явления можно избежать и получить тем самым инструмент, который будет работать долго и надежно. Нежелательные вибрации обычно проявляют себя специфическим звуком (визгом), поэтому при появлении этого звука надо снизить скорость резки.
Мы рекомендуем следующий процесс обкатки:
- У меньших размеров рекомендуем выполнить процесс обкатки в общей сложности на 300 см2
- У больших размеров процесс обкатки может занять 15-30 минут. После обкатки можно увеличить параметры реза до рекомендуемых рабочих.
КОНТРОЛЬ СТРУЖКИ
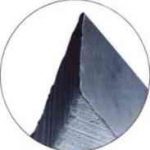
В процессе резки необходимо, чтобы каждый очередной зуб пилы входил бы в тело разрезаемого материала на оптимальную глубину. Это определяется правильным сочетанием трех величин: шага зуба, скоростью пилы и ее подачей. Правильность реза можно оценить по виду стружки, которая производится во время реза. Виды стружки даны на соответствующих иллюстрациях:
Тонкая или порошкообразная стружка – необходимо увеличить подачу или уменьшить скорость движения пилы.
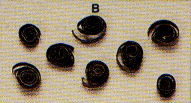
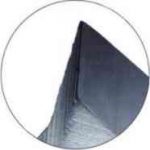
Толстая, тяжелая или синяя стружка – слишком высокая подача. Необходимо увеличить скорость пилы или уменьшить подачу.
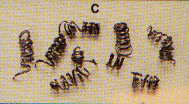
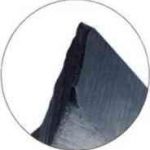
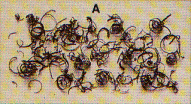
Нормальная спиралеобразная стружка – нормальные параметры резки.
Пиление заготовок смешанных сечений
При пилении смешанных сечений цельных заготовок с шириной в поперечнике от 50 до 150 мм мы также рекомендуем использовать полотна с переменным шагом 4/5 как альтернативу постоянной смены полотен с шага 4/6 на 3/4 и обратно. Используйте полотна с профилем зуба, имеющим положительный передний угол (K, D, M или R в зависимости от типа полотна)
Резка закаленных материалов
Для закаленных материалов (> 1200 N/mm ), пожалуйста используйте полотна с шагом, более мелким чем указано в таблице. Резка нержавеющей стали и алюминия
Резка нержавеющей стали и алюминия
Для резки нержавеющей стали и алюминия мы рекомендуем использовать ленточное полотно с более крупным шагом зуба, чем указано в таблице.
СПЕЦИАЛИСТЫ компания «ПРАКТИКА УКРАИНА» с удовольствием подберут инструмент для лучших результатов порезки в условиях Вашего производственного процесса и задачи, а также ответят на любые вопросы
Для наших биметаллических пил используются два типа быстрорежущих материалов, которые образуют кончики зубьев и их режущие грани.

M 42 Этот материал является идеальным, почти универсальным инструментом для резки широкого спектра металлов, включая инструментальные стали до твердости 45 HRC
M 51 Этот материал подходит для резки аустенитных металлов с высоким содержанием хрома и никеля и твердостью до 50 HRC. Используется также для резки материалов, образующих длинную стружку и имеющих способность к холодной штамповке. Ввиду своей твердости не рекомендуется для выполнения резки в условиях вибрации.
