Это единственный товар

Инструмент для формовки отверстий трением Сenterdrill

ТЕХНОЛОГИЯ CENTERDRILL
Процесс формовки основывается на разогреве материала под действием трения. Разогретый металл становится
пластичным, что позволяет получать отверстия.
Эта операция используется для получения:
- резьбовых втулок;
- подшипниковых втулок;
- втулок под пайку;
- cквозных отверстий;
- cквозных отверстий с уплотненной кромкой для круглых профилей.
Благодаря Centerdrill дополнительные процессы, такие как упрочняющая сварка, использование заклепок или приваривание винтовой гайки к отверстию, теперь в прошлом.
Специальная геометрия Centerdrill и использование твердого сплава обеспечивают высокую стойкость инструмента — до нескольких тысяч операций.
Процесс формовки отверстия:

 Благодаря высоким температурным колебаниям и радиальной нагрузке, надежное крепление рабочей детали и фасонного пуансона имеют критическое значение. Тепло выделяемое во время процесса не должно передаваться на шпиндель. Для этого, специально для процесса формовки трением Centerdrill, разработан специальный цанговый патрон с охлаждающим кольцом, которое рассеивает тепло и обеспечивает безопасное крепление. Цанговый патрон MC2 – стандартный для пуансонов диаметрами до 14 мм. Для больших диаметров рекомендуется использовать MC3. Для обрабатывающих центров с ЧПУ могут быть также использованы зажимные устройства HSK.
Благодаря высоким температурным колебаниям и радиальной нагрузке, надежное крепление рабочей детали и фасонного пуансона имеют критическое значение. Тепло выделяемое во время процесса не должно передаваться на шпиндель. Для этого, специально для процесса формовки трением Centerdrill, разработан специальный цанговый патрон с охлаждающим кольцом, которое рассеивает тепло и обеспечивает безопасное крепление. Цанговый патрон MC2 – стандартный для пуансонов диаметрами до 14 мм. Для больших диаметров рекомендуется использовать MC3. Для обрабатывающих центров с ЧПУ могут быть также использованы зажимные устройства HSK.
Для оптимальной жесткости и надежного крепления фасонных пуансонов Centerdrill используются специальные цанги. Для того чтобы продлить время службы пуансона Centerdrill, необходимо смазывать его специальной устойчивой к высокой температуре пастой, соответствующей обрабатываемому материалу. Паста может наноситься вручную или специальным распыляющим устройством.
Процесс формовки резьбы:
При формовке резьбы настоятельно рекомендуется использование специальной смазки. Ее следует применять перед каждой операцией Сentertap. Наша смазка прошла экологические испытания в соответствии со стандартами DIN.
СТОИМОСТЬ ИНСТРУМЕНТА ДЛЯ ФОРМОВКИ ОТВЕРСТИЙ ТРЕНИЕМ (ТЕРМОСВЕРЛЕНИЕ) CENTERDRILL (ГЕРМАНИЯ).
| CENTERDRILL (Германия) | ||||||||
| ФОРМОВКА ОТВЕРСТИЙ ТРЕНИЕМ | ||||||||
| Резьба | Диаметр пуансона (мм) | Пуансон | Бесстружечный метчик (раскатник) | |||||
| Сталь | Нержавеющая сталь | короткий | удлиненный | короткий-торцующий | удлинённый-торцующий | |||
| МЕТРИЧЕСКАЯ РЕЗЬБА | ||||||||
| M02 | 1,75 | 1,75 | 71,9 | 77,02 | 117,5 | 120,1 | M02 TiN | 20,09 |
| M03 | 2,7 | 2,7 | 71,9 | 77,02 | 117,5 | 120,1 | M03 TiN | 20,09 |
| M04 | 3,7 | 3,7 | 75,71 | 80,93 | 117,5 | 120,1 | M04 TiN | 19,58 |
| M05 | 4,5 | 4,5 | 81,46 | 82,97 | 112,3 | 120,1 | M05 TiN | 21,41 |
| M06 | 5,4 | 5,4 | 91,38 | 92,66 | 122,7 | 126,6 | M06 TiN | 20,89 |
| M08 | 7,3 | 7,4 | 108,3 | 113,6 | 135,8 | 144,9 | M08 TiN | 24,55 |
| M10 | 9,2 | 9,3 | 138,9 | 144,4 | 167,1 | 180,1 | M10 TiN | 32,64 |
| M12 | 10,9 | 11 | 163,2 | 168,4 | 218,5 | 223,7 | M12 TiN | 52,22 |
| М14 | 13 | 13,1 | 221,9 | 224,5 | 264,3 | 269,6 | М14 TiN | 101,8 |
| M16 | 14,8 | 14,9 | 245,4 | 254 | 300,2 | 302,9 | M16 TiN | 101,8 |
| М18 | 16,7 | 16,8 | 287,2 | 300,2 | 347,2 | 360,3 | М18 TiN | 0 |
| M20 | 18,7 | 18,8 | 331,6 | 336,8 | 391,6 | 396,8 | M20 TiN | 279,9 |
| ТРУБНАЯ РЕЗЬБА | ||||||||
| G 1/8″ | 9,2 | 9,3 | 138,9 | 144,4 | 167,1 | 180,1 | G1/8″ TiN | 88,77 |
| G 1/4″ | 12,4 | 12,5 | 200,5 | 205,7 | 250,6 | 255,9 | G1/4″ TiN | 106,8 |
| G 3/8″ | 15,9 | 16 | 269,7 | 274,9 | 330,5 | 335,7 | G3/8″ TiN | 120,1 |
| G 1/2″ | 19,9 | 20 | 365,5 | 370,7 | 421,6 | 429,5 | G1/2″ TiN | 165,8 |
| G 3/4″ | 25,4 | 25,5 | 507,8 | 518,2 | 596,6 | 607 | G3/4″ TiN | 218 |
| G 1″ | 32 | 32,1 | 665,8 | 0 | 769,1 | 0 | G1″ TiN | 447,8 |
| ОСНАСТКА ДЛЯ ИНСТРУМЕНТА |
|||||
| Цанговый патрон | Цанга | СОЖ для | СОЖ для | СОЖ для | |
| пуансона (250г.) | метчика (0,5л.) | метчика (5,0л.) | |||
| Конус Морзе 2 (МК2) | 415,1 | 27,41 | 32,64 | 21,6 | 141 |
| Конус Морзе 3 (МК3) | 597,9 | 27,41 | |||
| HSK 63 | 718 | 27,41 | |||
Цена указана в евро с НДС , по курсу НБУ на день взаиморасчетов
ТРЕБОВАНИЯ К ОБОРУДОВАНИЮ
Для выполнения процесса формовки отверстий трением нужен вертикально- сверлильный станок или станок с ЧПУ с достаточной скоростью вращения, мощностью двигателя и жестким шпинделем (ориентировочные данные см. в таблице). Высокие тепловые колебания и радиальная нагрузка на карбидовый фасонный пуансон требуют правильной фиксации инструмента. Для этого разработаны специальные цанговые патроны и двухконусные цанги. Цанговые патроны MC2 и MC3 предохраняют шпиндель от перегрева при помощи специального теплорассеивающего диска.
ОРИЕНТИРОВОЧНЫЕ ДАННЫЕ ПО ЧАСТОТЕ ВРАЩЕНИЯ ШПИНДЕЛЯ И МОЩНОСТИ ДВИГАТЕЛЯ (ДЛЯ СТАЛИ 45)*
| Размер резьбы | Диаметр пуансона**, мм | Формирование отверстия, об/мин | Мощность двигателя, кВт | Скорость вращения, об/мин |
| Метрическая резьба | ||||
| M3 | 2,7 | 3000 | 0,7 | 1500 |
| M4 | 3,7 | 2600 | 0,8 | 1100 |
| M5 | 4,5 | 2500 | 0,9 | 900 |
| M6 | 5,4 | 2400 | 1,1 | 800 |
| M8 | 7,3 | 2100 | 1,5 | 600 |
| M10 | 9,2 | 1800 | 1,7 | 380 |
| M12 | 10,9 | 1500 | 1,9 | 300 |
| M16 | 14,8 | 1400 | 2,4 | 200 |
| M20 | 18,7 | 1200 | 3,0 | 160 |
| Дюймовая резьба | ||||
| G1/8» | 9,2 | 1800 | 1,7 | 380 |
| G1/4» | 12,4 | 1600 | 2,1 | 280 |
| G3/8» | 15,9 | 1400 | 2,6 | 200 |
| G1/2» | 19,9 | 1200 | 3,2 | 140 |
| G3/4» | 25,4 | 1000 | 3,8 | 100 |
| G1» | 32 | 800 | 4,6 | 70 |
*Для легких сплавов или цветных металлов: скорость вращения (об/мин) увеличивается на 50 %.
**Для нержавеющих сталей: диаметр + 0,1 мм для резьб > M6; скорость вращения (об/мин) уменьшается на 10 – 20 %.



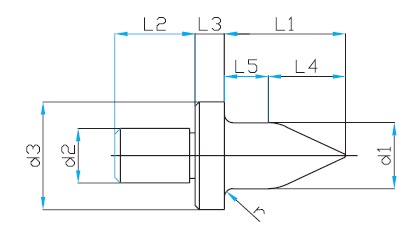
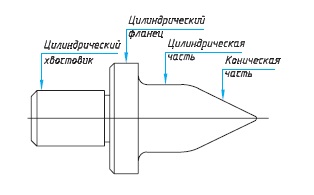
CТАНДАРТНЫЕ ТИПЫ ПУАНСОНОВ
 |
 |
 |
 |
| а) короткий
б) удлиненный |
в) короткий торцующий
г) удлиненный торцующий |
Поверхность после торцевания | Поверхность с обрамляющим кольцом |
1. Пуансон Centerdrill располагается так, чтобы он касался поверхности материала, затем к нему прилагается высокое осевое усилие.
|
2. За счет давления подачи и скорости вращения пуансона возникает нагрев металла до температуры, достаточной для придания материалу пластичности (порядка 600 °С), после чего Centerdrill проникает в материал за считанные секунды.
|
3. Пуансон вытесняет металл в горизонтальном и вертикальном направлениях, преимущественно вниз, формируя втулку. Постепенно давление подачи уменьшается, а скорость подачи увеличивается по мере проникновения пуансона в металл.
|
| 4.Материал, вытесненный против направления подачи,преобразуется в обрамляющий бортик в форме кольца. Это кольцо может быть срезано при использовании специального торцующего пуансона Centerdrill, который имеет режущую площадку на пояске.
|
5. Втулка готова для формовки резьбы при помощи бесстружечного метчика Centertap. Формируемая при помощи холодной деформации резьба повышает твердость материала за счет наклепа.
|
6. В результате получается резьбовое соединение, способное выдерживать большой момент затягивания без сверления и последующего приваривания винтовой гайки.
|
ХАРАКТЕРИСТИКИ МЕТЧИКОВ CENTERTAP
 Мы предлагаем купить инструмент для накатки резьбы со следующими размерами рабочей области:
Мы предлагаем купить инструмент для накатки резьбы со следующими размерами рабочей области:
- для метрической резьбы DIN 371 – 6HX TIN диаметром М2 – М10 и длиной 8–20 мм;
- для метрической резьбы DIN 376 – 6HX TIN диаметром М12 – М20 и длиной 24–32 мм;
- для дюймовой резьбы DIN 2189 – TIN диаметром G1/16 – G1 и длиной 18–30 мм;
- для метрической мелкошаговой резьбы DIN 374 – 6HX TIN диаметром М6 – М24 и длиной 13–28 мм.
ТРЕБОВАНИЯ К МАТЕРИАЛАМ ДЛЯ МЕТЧИКОВ-РАСКАТНИКОВ
 Рекомендуется использовать бесстружечные метчики для обработки заготовок из достаточно пластичных материалов, которые обладают:
Рекомендуется использовать бесстружечные метчики для обработки заготовок из достаточно пластичных материалов, которые обладают:
- сравнительно небольшой прочностью (ее предел должен составлять σв ≤ 1200 МПа);
- относительным удлинением на уровне δ ≥ 10 %.
Кроме этого, выдвигаются следующие требования при использовании инструмента для накатки резьбы посредством пластической деформации:
- более высокая точность отверстий (по сравнению с технологией нарезки резьбы);
- несколько больший диаметр отверстия, чем под нарезку. Он должен быть примерно равным среднему диаметру резьбы. Больший диаметр снижает нагрузку на инструмент-раскатник и увеличивает стойкость.
 Для накатки резьбы посредством пластической деформации может потребоваться более мощное (на 100–150 %) оборудование, чем при использовании незатупленных режущих инструментов. Также необходимо обеспечить надежное смазывание метчиков, ведь именно СОЖ снижает нагрузку, которая возникает при формировании резьбы, и препятствует налипанию материала. Для бесстружечных метчиков рекомендуется использовать графитосодержащие маслянистые СОЖ.
Для накатки резьбы посредством пластической деформации может потребоваться более мощное (на 100–150 %) оборудование, чем при использовании незатупленных режущих инструментов. Также необходимо обеспечить надежное смазывание метчиков, ведь именно СОЖ снижает нагрузку, которая возникает при формировании резьбы, и препятствует налипанию материала. Для бесстружечных метчиков рекомендуется использовать графитосодержащие маслянистые СОЖ.
Инструменты Centertap советуют применять вместе с патронами, которые предназначаются и для деформирующих, и для режущих метчиков. Именно патрон обеспечивает осевую микрокомпенсацию смещений инструмента, которые возникают при обработке заготовок.
